專業數控機床選配、保養、維護服務中心
幫助企業有效提高生産效率
幫助企業有效提高生産效率
全國聯系電話

全國聯系電話

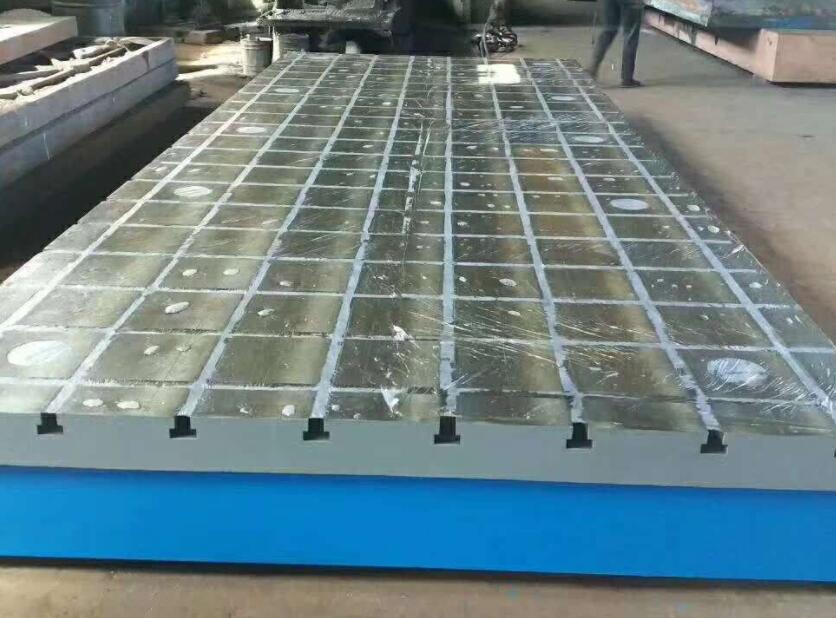
劃線鑄鐵平台制定工藝路線的一般原則有哪些
劃線鑄鐵平台機械加工工藝流程的制定,一般可分為兩個步驟。首先是制定劃線鑄鐵平台加工的工藝路線,然後再确定每一道工序的所用設備、工序尺寸和工藝裝備以及工時定額、切削規範等。這兩個步驟是互相聯系的,應進行綜合分析。
劃線鑄鐵平台制定工藝路線的一般原則如下。
1、先加工基準面
加工質量要求高的表面,都劃分加工階段,一般可分為粗加🌈工、半精加工和精加工三個階段。主要是為了🏃🏻♂️**加工質量;有利于合理使用設備;便于安排熱處理工🔅序;以及👈便于 發⭕現毛坯缺陷等。
對于方箱體、支架和連杆等零件應先加工平面後加工🔆孔。這樣就可以以平面定位加工孔,**平面和孔的位置精🎯度,而且對平面上的孔的加工帶來方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),應放在工藝路🙇♀️線.後階段進行,以免光整加工的表面,由于工序間的轉運和安裝而受到損傷。
上述為工序安排的一般情況。有些具體情況可按下列原則處♋理。
(1)、為了**劃線鑄鐵平台的加工精度,粗、精加工.好分開進行。因為粗加工時,切削量大,工件所受切削力、夾緊力大,發熱量多,以及加工表面有較顯著的加工硬化現象,工件内部存在着較大的内應力,如果粗🏃♀️加工連續🔱進行,則精加工後的零件精度會因為應♊力的重新分布而很快喪失。對于某些🔞加工精度要求高的零件。在粗加工之後和精加工之前,還應安排低溫退火或時效處理工序來消除内應力。
(2)、合理地選用設備。粗加工主要是切掉大部分加工☂️餘量,并不要🐪求有較高的加工精度,所以粗加工應在功率較♊大、精度不太高🥰的機床上進行,精加工工序則要求用較高精度的機床加工。粗、精加工分别在不同的機床上加工,既能充分發揮設備能力,又能延長精密🐅機床的使用壽命。
(3)、在機械加工工藝路線中,常安排有熱處理工序。熱處理工序🙇♀️位置的安排如下:為改善金屬的切削加工性能,劃線平台如退火、正火、調質等,一般安排在💞機械加工前進行。為消😄除内應🔴力,如時效處理、調質處理等,一般安排在粗加工之後,精加工之前進行。為了提高零件的機械性♋能,如滲碳、淬火、回火等,一👉般安排在機械🚶加工之後進行⭕。如熱處理後有較大的變形,還須安排.終加工工序(精磨)。
· 當前位置:
當前位置:

 熱門推薦
熱門推薦







